TARİHİ
Endüstriyel kullanıma en son gelen NDT yöntemidir. Ultrason’un yöntemleri 1847 yılında James Precott Joule ve 1880 yılında Pierre Curie tarafından çoktan keşfedilmişti. 1912 yılında Titanik battıktan sonra ilk uygulama önerildi. İngiliz Richardson patent başvurusunda buzdağlarının varlığını ultrason sayesinde tespit etmiştir. Fransa’da birinci dünya savaşı sırasında Chilowski ve Langevin denizaltılarını su altında ultrason ile tespit etmek için çalışmalarını yapmıştır.
1929 yılında Rus Sergei Sokolov, döküm parçalarını test etmek için ultrasonu kullanmayı önerdi. Aynı yıl bir kuvars kristali kullanarak malzemelerin içinde yüksek frekanslı titreşimler yaratmıştır. 2. dünya savaşı sırasında saclardaki laminasyonların ve sıcak haddelenmiş profillerde inklüzyonların tespiti zorunlu hale gelmişti. Zaten var olan NDT yöntemleri (X-Işını, MT, PT ve ET) bu sorunları çözemiyordu.
Ultrasonik muayenenin endüstriyel kullanımı 3 ülkede aynı anda başladı: ABD, İngiltere ve Almanya. Kilit adamlar Floyd Firestone, Donald O. Sproule ve Adolf Trost idi ve tamamen gizlice çalıştıkları için birbirleri hakkında en ufak bilgileri yoktu. Patent başvuruları bile yayınlanmamıştı. Sproule ve Trost birbirinden ayrı verici-alıcı problarla geçiş tekniğini kullanmıştır. Trost, “Trost-Tonge” denilen yöntemi icat etmiştir. 2 prob levhanın alt ve üst köşelerinde birleşip, mekanik bir alet tarafından aynı eksende tutulmuştur ve iki tarafta durmadan akan suyla beslenmiştir. Sproule 2 probu da parçanın aynı tarafına koymuştur. Böylece çift kristalli probları icat etti. Bu probları birbirinden farklı mesafelerde de kullanmıştır. Firestone yankı tekniğini fark eden ilk kişidir.
NEDİR?
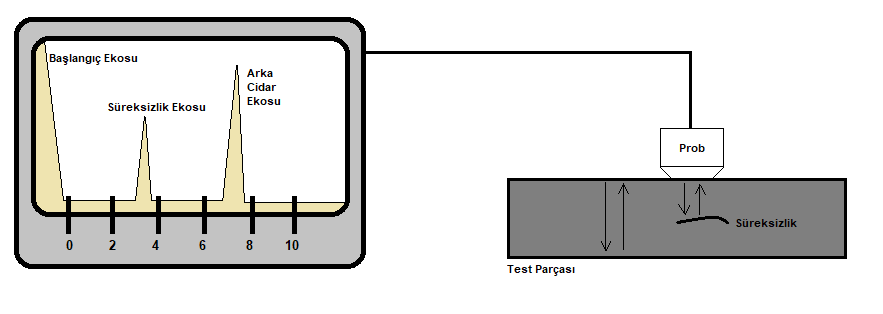
Ultrasonik muayene, yüksek frekanslı ses dalgalarının malzeme içine gönderilmesi ve geri yansıması prensibine dayanır. Ses dalgaları alıcı-verici özelliği olan tek probla ya da verici prob ve alıcı prob kullanarak malzeme içine gönderilir ve alınır. Test edilecek parçanın boyutsal ölçüleri bilindiğinden gönderilen ve alınan ses zayıflamamsın hatasız parça için önceden hesaplanır fakat parça içinde herhangi bir hata(süreksizlik) olması durumunda ses zayıflaması daha fazla olur ve cihazın ekranında hatanın konumu hata yankısı olarak belirir.
Ultrasonik test ile her türlü parça, kaynak dikişleri, döküm ve dövme parçalar test edilebilmektedir. Endüstride, Petro kimya, enerji, denizcilik, havacılık, otomotiv gibi endüstriyel ortamlarda metal et kalınlığını veya kaynak kalitesini izlemek için kullanılır.
Avantajları
- Malzemelerin iç kısmındaki hatalar tespit edilebilir.
- Hızlı ve hemen sonuç elde edilir.
- Çevreye ve insan sağlığı için zararlı değildir.
- Test ekipmanlarının taşıması kolay ve pratiktir.
- Test probu tam test yüzeyine tam temas edecek şekilde yüzey hazırlaması yeterlidir.
Dezavantajları
- Parçanın geometrisi ile sınırlıdır.
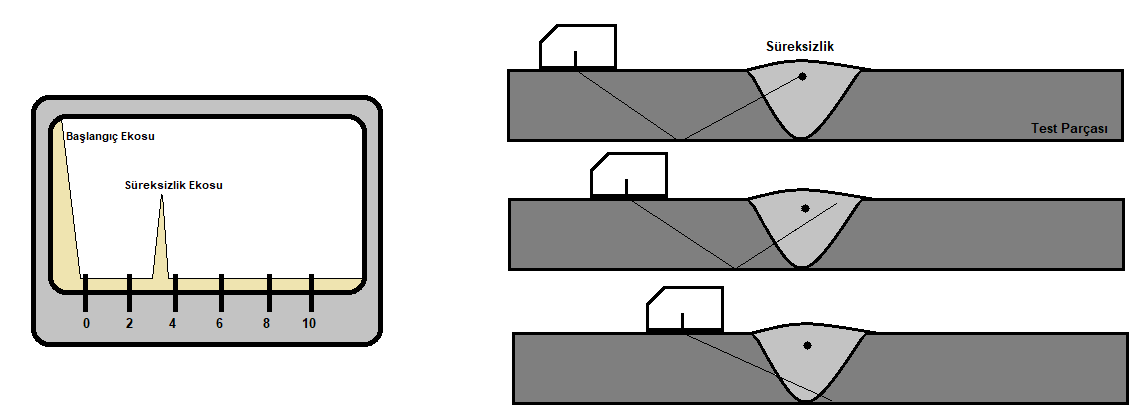
- Ses dalgalarına dik olmayan süreksizlikler tespit edilemeyebilir.
- Ekipmanları pahalıdır.
Genel Standartlar
EN ISO 16810 – Tahribatsız muayene – Ultrasonik muayene: Genel kurallar
EN ISO 16811 – Tahribatsız muayene – Ultrasonik muayene: Hassasiyet ve aralık ayarı
EN ISO 16823 – Tahribatsız muayene – Ultrasonik muayene: Geçiş tekniği
EN ISO 16826 – Tahribatsız muayene – Ultrasonik muayene: Yüzeye dik süreksizliklerin muayenesi için
EN ISO 16827 – Tahribatsız muayene – Ultrasonik muayene: Kusurların karakterizasyonu ve boyutlandırılması
EN ISO 16828 – Tahribatsız muayene – Ultrasonik muayene – Süreksizliklerin belirlenmesi ve ölçülendirilmesi için bir metot olarak uçuş/geçiş süresi kırınımı tekniği (TOFD)
EN 12668-1 – Tahribatsız muayene – Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması – Bölüm 1: Cihazlar
EN 12668-2 – Tahribatsız muayene – Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması – Bölüm 2: Problar
EN 12668-3 – Tahribatsız muayene – Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması – Bölüm 3: Birleşik teçhizat
EN ISO 2400 – Tahribatsız muayene – Ultrasonik muayene – Kalibrasyon bloğu No.1 için özellikler
EN ISO 7963 – Tahribatsız muayene – Ultrasonik muayene – Kalibrasyon bloğu No.2 için özellikler
EN ISO 1330-4 – Tahribatsız muayene – Terminoloji – Bölüm 4: Ultrasonik Muayenede Kullanılan terimler